Blue
Asmbly owns a Universal Laser Systems PLS 6.60 laser cutter colloquially known as "Blue". It is a 60W CO2 laser with 32" x 18" bed capable of cutting, engraving, and marking a number of different materials quickly and accurately when driven from CAD software such as CorelDraw and Inkscape.
 Members must complete the Small Lasers Class before using this tool
Members must complete the Small Lasers Class before using this tool

ULS 6.60 Laser Cutter
Inside the laser cutter there is a very powerful CO2 infrared laser that is bounced off of a few mirrors and is finally directed towards the material being cut or etched by a moving mirror and lens that aims the focused beam. These mirrors and lenses are gold coated to provide the best possible transmission of infrared energy.
There are two main variables that the laser uses to cut and etch: speed and power. When cutting, the laser power is increased and the speed is decreased so that the cutting beam spends a longer time hitting the material in order to cut though. While etching the speed is increased and the power reduced, this way the laser only removes a little material from the surface, leaving just the etching.
Materials
There are a wide range of materials that the Laser Cutter can cut, etch or mark - but some simply don't work (eg metals) and some are extremely hazardous to either humans or the machine itself. It is therefore imperative that you check the list of Laser Cutter Materials before attempting to cut materials that you have not worked with before.
Laser Cutter Settings
Recommended settings for a variety of materials: Blue Laser Cutter Settings
Don't press the focusing on button the machine(white button) or adjust the focus setting in the software. These settings are calibrated regularly by the people authorized to work on the machine and are not intended for users to change. Doing this messes up other people's work and it's NOT COOL. As with everything in the space, when you're done, leave things as they were when you started. Changing this setting means the laser is not right when the next person comes to use the machine.
Manuals
Engravers Network has an online archive that includes many ULS laser system manuals.
These appear to be the relevant manuals for our laser:
- PLS Installation Manual
- PLS User Guide
- Print Driver-Advanced Manual Control
- UCP-Universal Control Panel
- PLS Service Manual
Theory: How it Works
Inside the laser cutter there is a very powerful CO2 infrared laser that is bounced off of a few mirrors onto a moving head and is finally directed towards the material being cut or etched by a moving mirror and lens that aims the focused beam. These mirrors and lenses are gold coated to provide the best possible transmission of infrared energy.
The infrared (IR) light that the laser cutter produces would blind you instantly if you were to look directly at it - and it's so bright that even you were only looking at the light reflected off the material that's being cut, it could still blind you. The IR light is also totally invisible. Fortunately, IR light doesn't pass easily through the window of the cutter that is made of a Polycarbonate plastic (which strongly absorbs light in those wavelengths). For this reason, if the lid (and the front panel) of the laser are not properly shut, then the IR laser will turn off automatically. The intense white light that you sometimes see when the cutter is operating is actually visible light that's being emitted by the material that the laser is burning off (it's literally 'white hot'!). There is also a red "guide laser" that is not dangerous to look at which allows you to see how the head is moving even when the IR laser is turned off. You can tell when the lid isn't properly shut because there is a red light on the control panel that flashes when there is a problem.
For carbon-based (organic) materials (like wood, paper, cloth and leather), you see the material being burned away and there may be black residue left behind. For plastics like Acrylic, the material is chemically decomposed by the laser and you don't see that white hot trail as it cuts. However, when the laser hits the metal grid beneath the material, there will still be bright flashes of light from that.
IMPORTANT: Dirty optics and other problems
First and foremost, repair and servicing of the laser cutter may only be performed by persons designated by the Asmbly's Director of Facilities.
If the laser cutter is operating particularly poorly, then dirty optics is a likely cause. Smoke and debris can stick to the lens and mirror and build up slowly over time.
It's a good idea to inspect the laser optics before you start work. Use the mirror and lamp provided (both are supposed to be sitting on top of the laser cutter). Carefully place the mirror onto the vector table, underneath the cutting head and shine the lamp down onto it to illuminate the underside of the head:
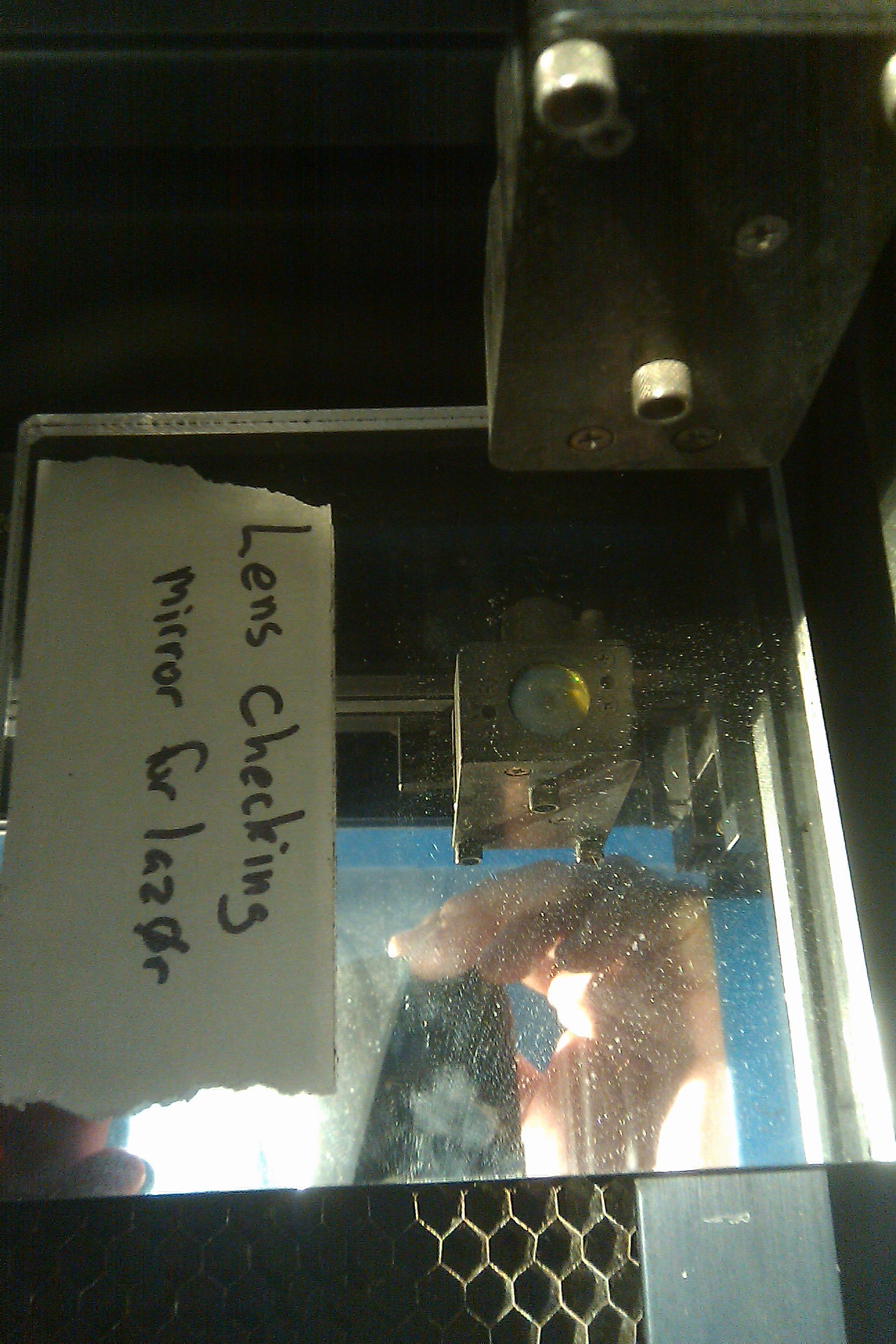
When it's dirty, it looks dull and greyish-brown like this:

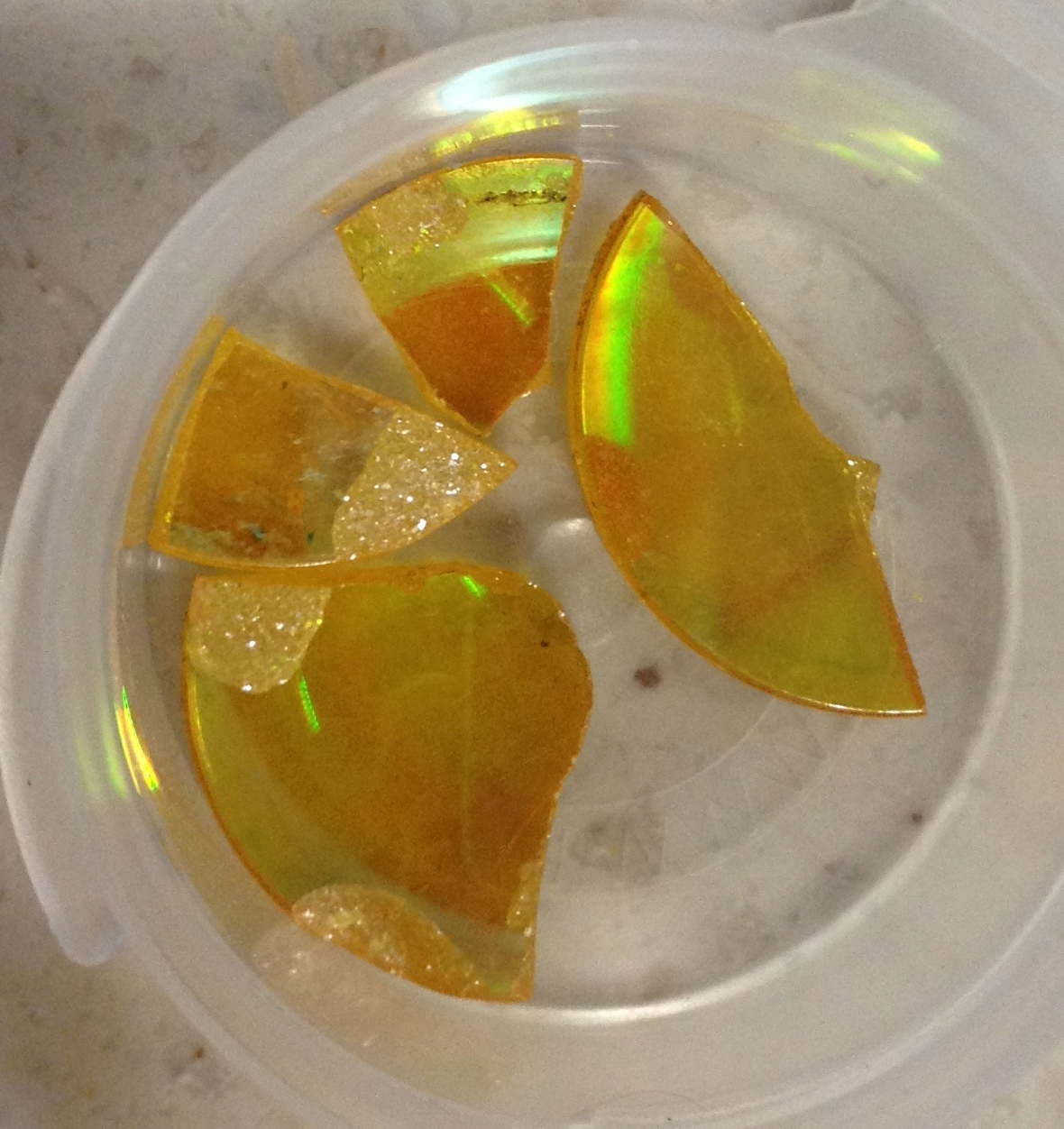
It should be a golden yellow color because the lens is coated with a thin layer of gold.
It's also possible that one or more of the three mirrors is dirty - but this is a rarer situation because they aren't in the direct stream of smoke that is kicked up when the laser is working.
- Don't use the laser when the mirror and/or lens are dirty - especially not at high power settings - because doing so causes the dirt to get very hot and that can permanently ruin the gold coating or even crack the optics - which cost hundreds of dollars to replace and could result in the laser cutter being offline for weeks.
- Don't touch or attempt to clean the lens/mirror unless you've been properly trained to do so. The procedure for cleaning these delicate parts is described in Cleaning the Laser Cutter, but this is a task that should not be undertaken without specific training because these parts are fragile (they're made of a surprisingly soft material) and it's easy to damage the thin gold coating by cleaning them even slightly incorrectly.
The correct procedure if you believe that the lens is dirty is:
- Enter your suspicions into the log book.
- eMail the issue to the mailing list.
- Do not operate the laser cutter or you could end up with...
Making drawings for the Laser Cutter
To tell the cutter how to cut/etch/raster, you make your drawing in various colors. Generally we do this in CorelDraw (which is installed on the laser cutter's computer) or by importing SVG files from Inkscape.
By convention:
- Draw raster objects as image files in shades of grey (darker means more laser power, lighter means less)
- Lines to be cut all the way through should be drawn in red.
- Lines to be etched in either blue or green.
However, these are only conventions - you can actually set the laser power, speed, raster/vector, points-per-inch and Z-depth independently for each of the colors Black, Red, Green, Blue, Cyan, Magenta, Yellow. The laser cuts things out in the order of those colors - so it'll do all of the black things before all of the red things, then all of the green and so on - this can sometimes be useful to know (eg if you have small parts or springy material that may move once they've been cut out - then you'll want to etch and raster before cutting).
External Links
Some helpful laser related links. Need to organize:
- Regal Plastics - Local supplier
- Tissues for cleaning optics
- ULS 3D calibration
- Why not to leave the laser
- Typeface for stencils
- Laser Origami
- Laser cut round stools
- Removing wood residue
- Tabbed box maker
- Boxes.py
- TherMark laser bonded marking
- USL Materials Library
- Tuck box python script
- Lasersaur DIY laser cutter
- How to make snug joints in acrylic
Maintenance and Parts
Replacement lens are usually purchased on ebay. Search for "ZnSe Lens 19.05mm". The key properties are that it should be 19.05mm in diameter, have a focal length of 2.0 inches, and be a ZnSe lens for IR laser cutters / engravers. An example ebay item is: http://www.ebay.com/itm/172251072909 .
Maintenance
This tool is owned by Asmbly Makerspace for the use of its members. Please contact the workshop committee if maintenance is required.